
Reducer on yksi kemiallisista putkiliittimistä, jota käytetään kahden eri halkaisijan putken liittämiseen. Se voidaan myös jakaasamankeskinen vähennysventtiilijaepäkeskinen vähennysventtiili.
Supistimen materiaali: mukaan lukien ruostumattomasta teräksestä valmistettu supistusyksikkö, seosteräksestä valmistettu supistusosa ja hiiliteräksestä valmistettu supistus.




Tuotantomenetelmä
Pyöreysvähenninei saa olla suurempi kuin 1 % vastaavan pään ulkohalkaisijasta, ja sallitun poikkeaman on oltava ± 3 mm. Supistimen materiaalien tulee olla SY/T5037, GB/T9711, GB/T8163, amerikkalaisen standardin ASTM A106/A53 GRB, API 5L, APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN saksalaisten standardien ja asiakkaiden vaatimusten mukaisia.
Reducer on eräänlainen putkiliitin, jota käytetään putken supistimessa. Yleisesti käytetty muovausprosessi on pelkistys, laajentaminen tai pienentäminen plus laajeneminen, ja leimaamista voidaan käyttää myös tiettyjen eritelmien mukaisten putkien pienentämiseen.
1. Muovauksen vähentäminen/laajeneva muovaus
Pelkistysputken pelkistysmuovausprosessi on laittaa putken aihio, jonka halkaisija on sama kuin pelkistysputken suuren pään, muovaussuuttimeen ja saada metalli liikkumaan muotin onteloa pitkin ja kutistumaan muotoon painamalla sitä aksiaalista suuntaa pitkin. putki tyhjä. Supistimen koon mukaan se voidaan jakaa yhteen puristusmuovaukseen tai useaan puristusmuovaukseen.
Laajentuvan muovauksen tarkoituksena on käyttää putkiaihiota, jonka halkaisija on pienempi kuin supistimen iso pään halkaisija, ja käyttää sisäistä suulaketta laajentamaan putkiaihion sisähalkaisijaa pitkin. Laajennusprosessia käytetään pääasiassa sen ongelman ratkaisemiseen, että suuren halkaisijan muutoksen omaava supistus ei ole helppo muodostaa pelkistämällä. Joskus materiaalin ja tuotteen muovauksen vaatimusten mukaisesti laajennus- ja pelkistysmenetelmät yhdistetään.
Muodonmuutosta ja puristamista vähennettäessä tai laajentaessa on käytettävä kylmäpuristusta tai kuumapuristusta eri materiaalien ja pelkistysolosuhteiden mukaan. Yleensä kylmäpuristusta tulee käyttää mahdollisuuksien mukaan, mutta kuumapuristusta tulee käyttää moninkertaisen pelkistyksen, liian paksun seinämän paksuuden tai seosteräsmateriaalien aiheuttaman vakavan työkarkaisun yhteydessä.
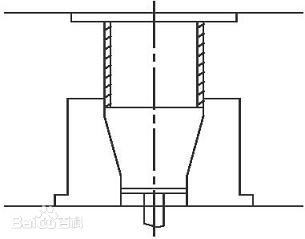
(Kaavio pelkistysmuovauksesta)
2. Leimaus
Sen lisäksi, että teräsputkia käytetään raaka-aineena supistusputkien valmistuksessa, teräslevyistä voidaan valmistaa myös joidenkin eritelmien mukaisia supistimet leimaamalla. Vetoon käytetyn muotin muoto suunnitellaan supistimen sisäpinnan koon mukaan, ja teräslevyä tyhjennyksen jälkeen puristetaan ja vedetään muotilla.
Sovellus
1. Kun nesteen virtaus putkilinjassa muuttuu, kuten kasvaa tai pienenee, ja virtausnopeus vaatii vain vähän muutosta, on käytettävä supistusainetta.
2. Kavitaation estämiseksi pumpun tuloaukossa tarvitaan supistus.
3. Instrumenttien, kuten virtausmittarien ja säätöventtiilien, liitoksissa tarvitaan myös supistusputkia, jotka sopivat instrumenttien liitoksiin.
Luokitus
Materiaalin mukaan jaettuna:
Hiiliteräs: ASTM/ASME A234 WPB, WPC
Ruostumaton teräs: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Jaettu tuotantomenetelmän mukaan:
Se voidaan jakaa työntämiseen, puristamiseen, takomiseen, valuun jne.
Jaettu valmistusstandardien mukaan:
Se voidaan jakaa kansallisiin standardeihin, sähköstandardeihin, laivastandardeihin, kemiallisiin standardeihin, vesistandardeihin, amerikkalaisiin standardeihin, saksalaisiin standardeihin, japanilaisiin standardeihin, venäläisiin standardeihin jne.
Postitusaika: 03.01.2023



